
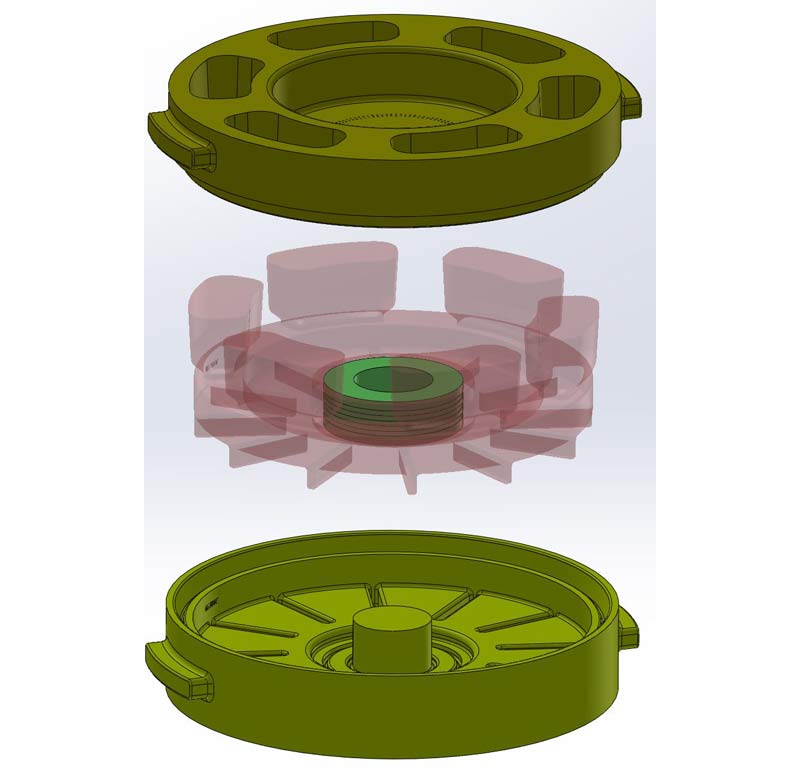
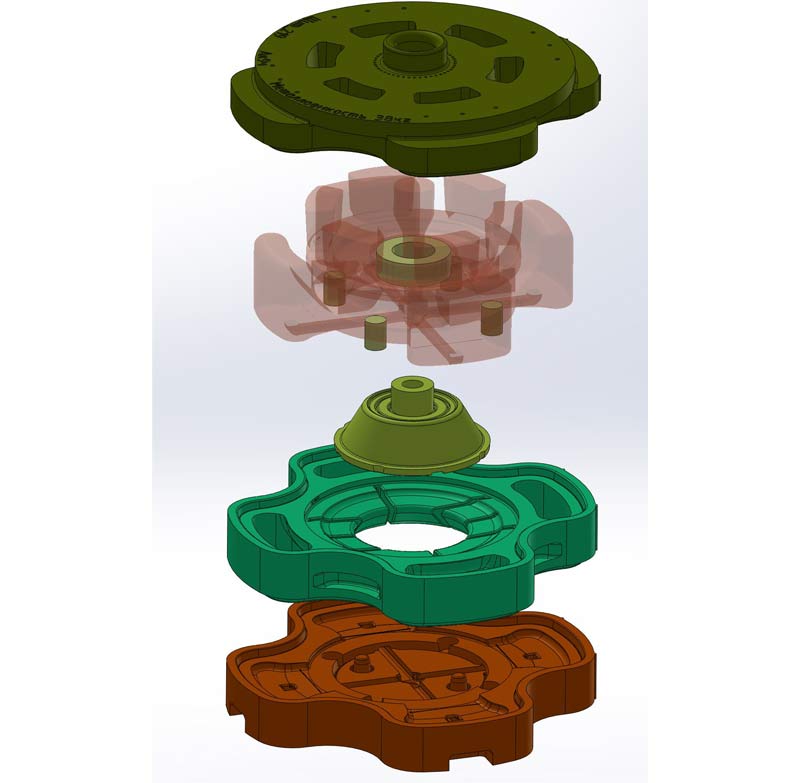
Проект включал в себя три наименования:
- станину (корпус электродвигателя)
- щит передний и задний (своего рода торцевые крышки от электродвигателя).
Корпус и щиты были изготовлены из алюминиевого сплава.
Работаем для вас с 9:30 до 18:00 |
МО, г. Балашиха, ул. Звездная, вл.13А, комната 7 Посмотреть на карте |
Работаем для вас с 9:30 до 18:00 |
МО, г. Балашиха, ул. Звездная, вл.13А, комната 7 Посмотреть на карте |
Проект включал в себя три наименования:
Корпус и щиты были изготовлены из алюминиевого сплава.
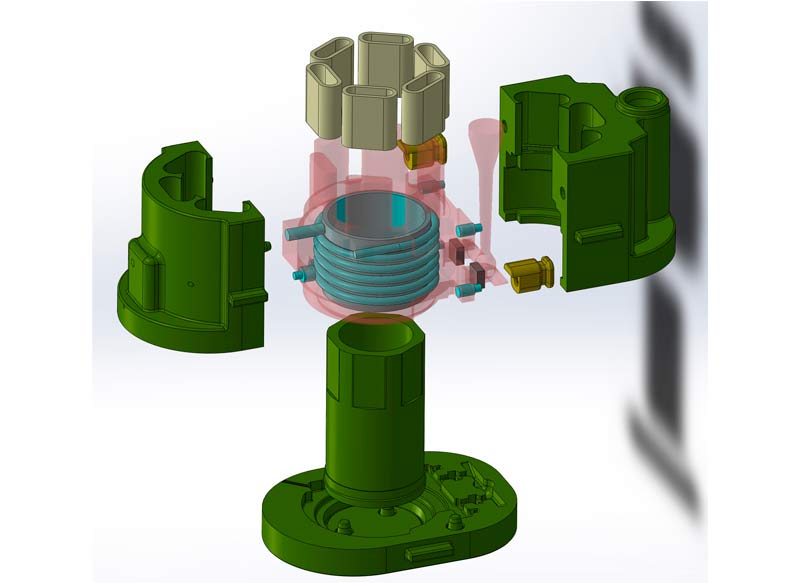
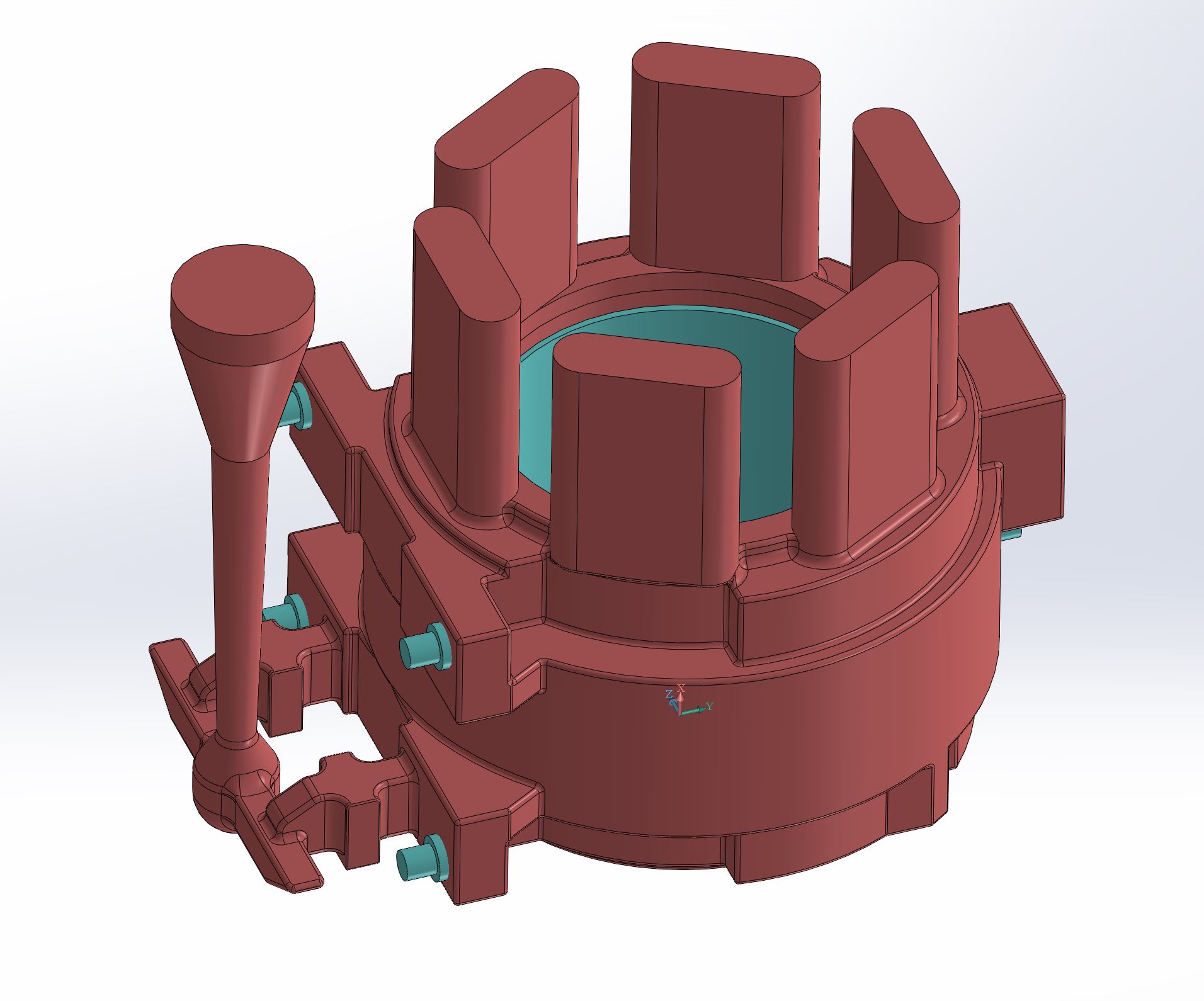
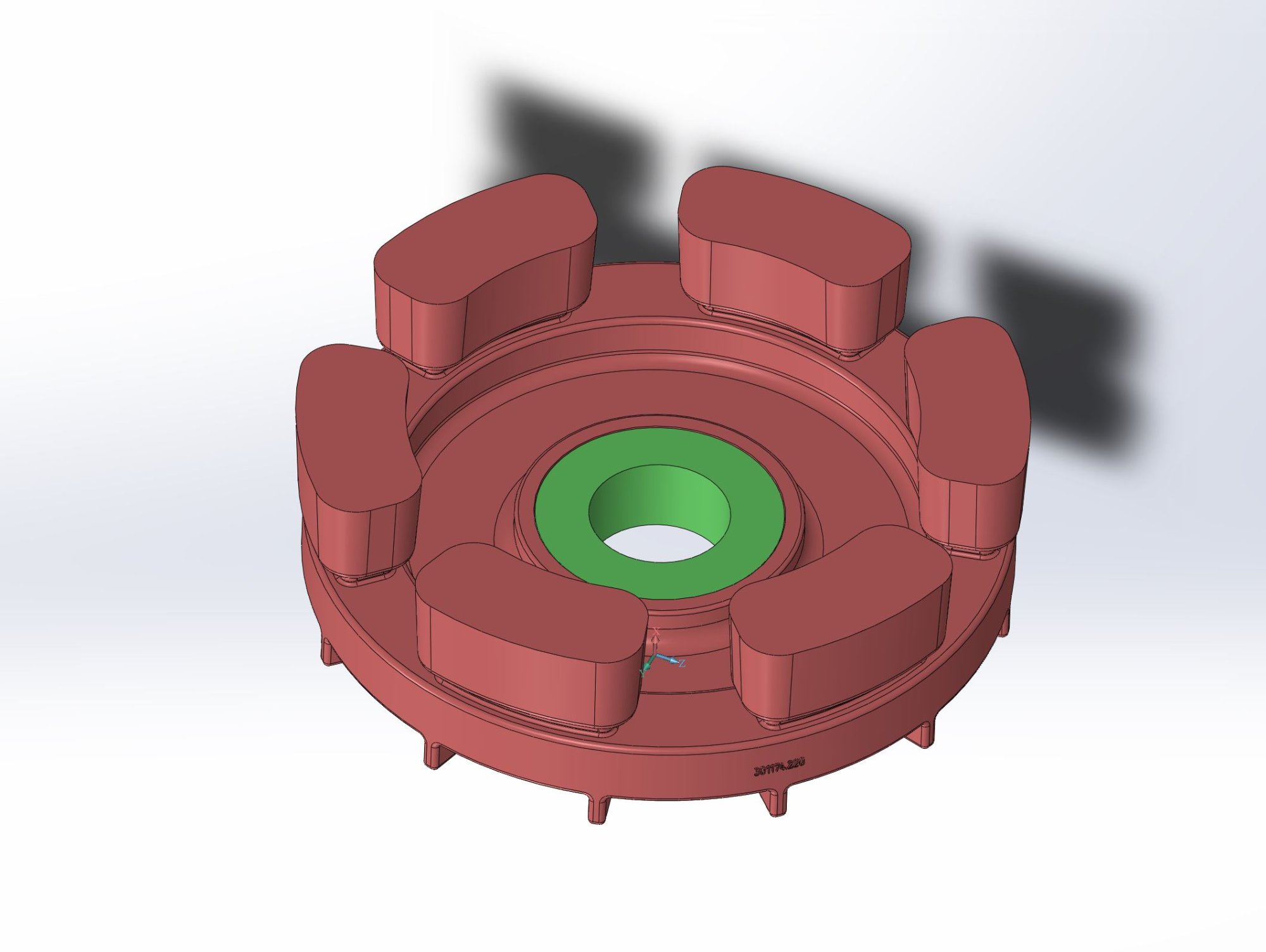
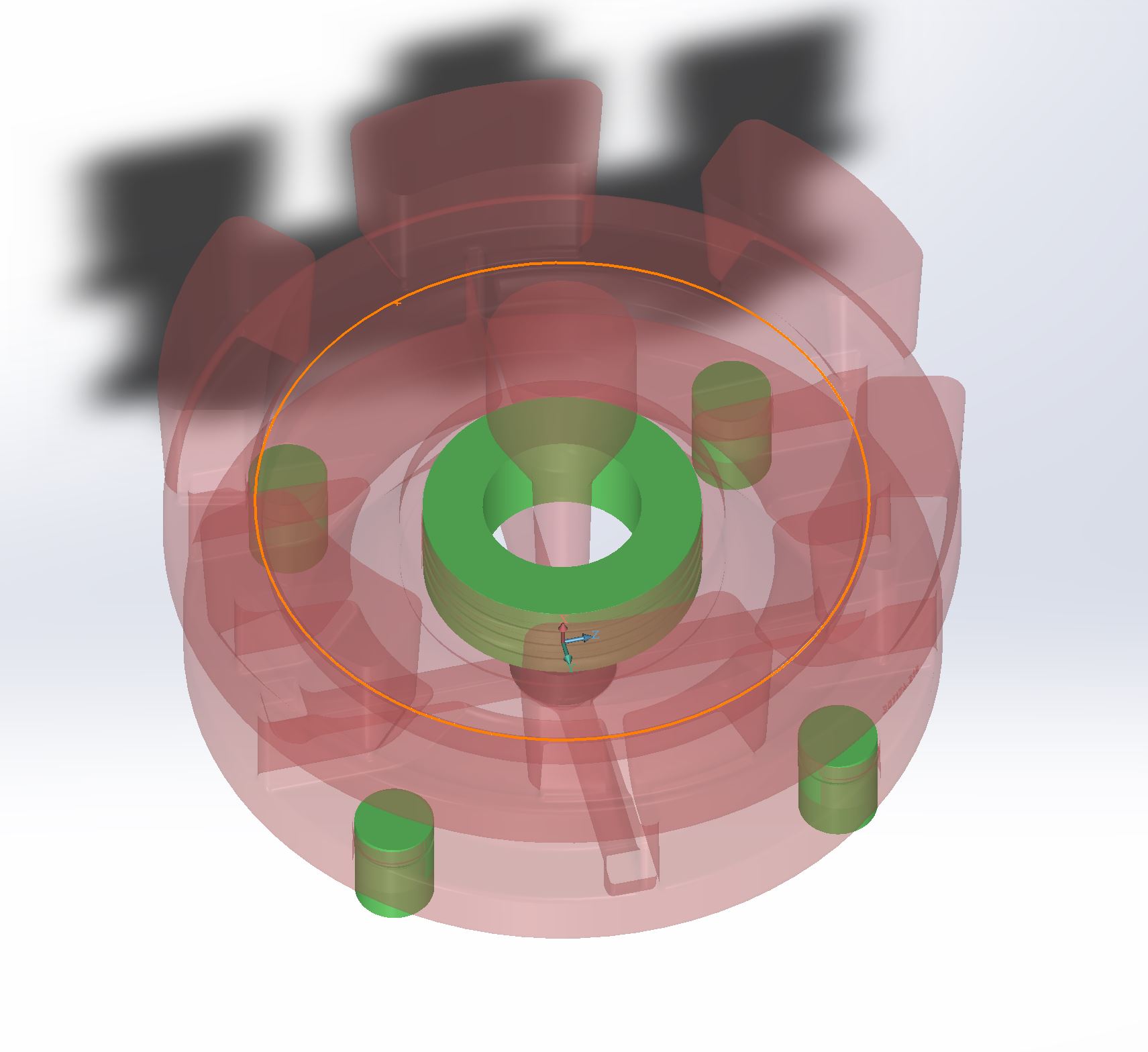
В технологии данного проекта использовались стальные закладные элементы: спиралевидный контур охлаждения и втулки в корпусе электродвигателя и щитах.
Назначение стальных втулок – подготовка прочного основания под резьбу, о чем мы расскажем подробнее.
В процессе эксплуатации изделие, полностью выполненное из алюминия, в котором находится резьба, может быть ненадежным из-за относительной мягкости алюминия. Резьба при активной эксплуатации быстро сорвется.
Во избежание этой проблемы, в отливке закладываются стальные втулки, в которых в дальнейшем, в процессе механической обработки отливки, нарезается резьба. А надёжность резьбы прямо влияет на срок эксплуатации изделия.
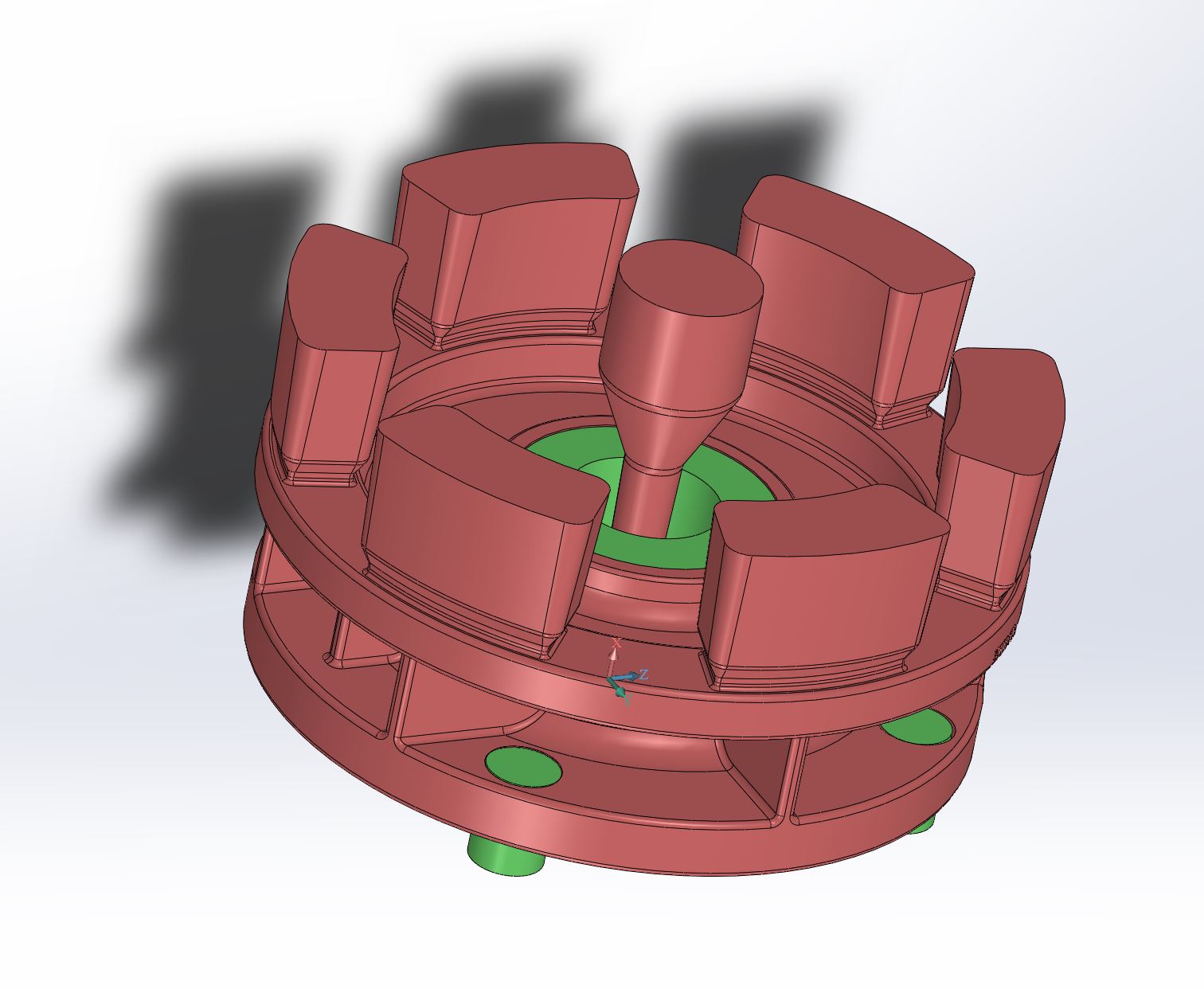
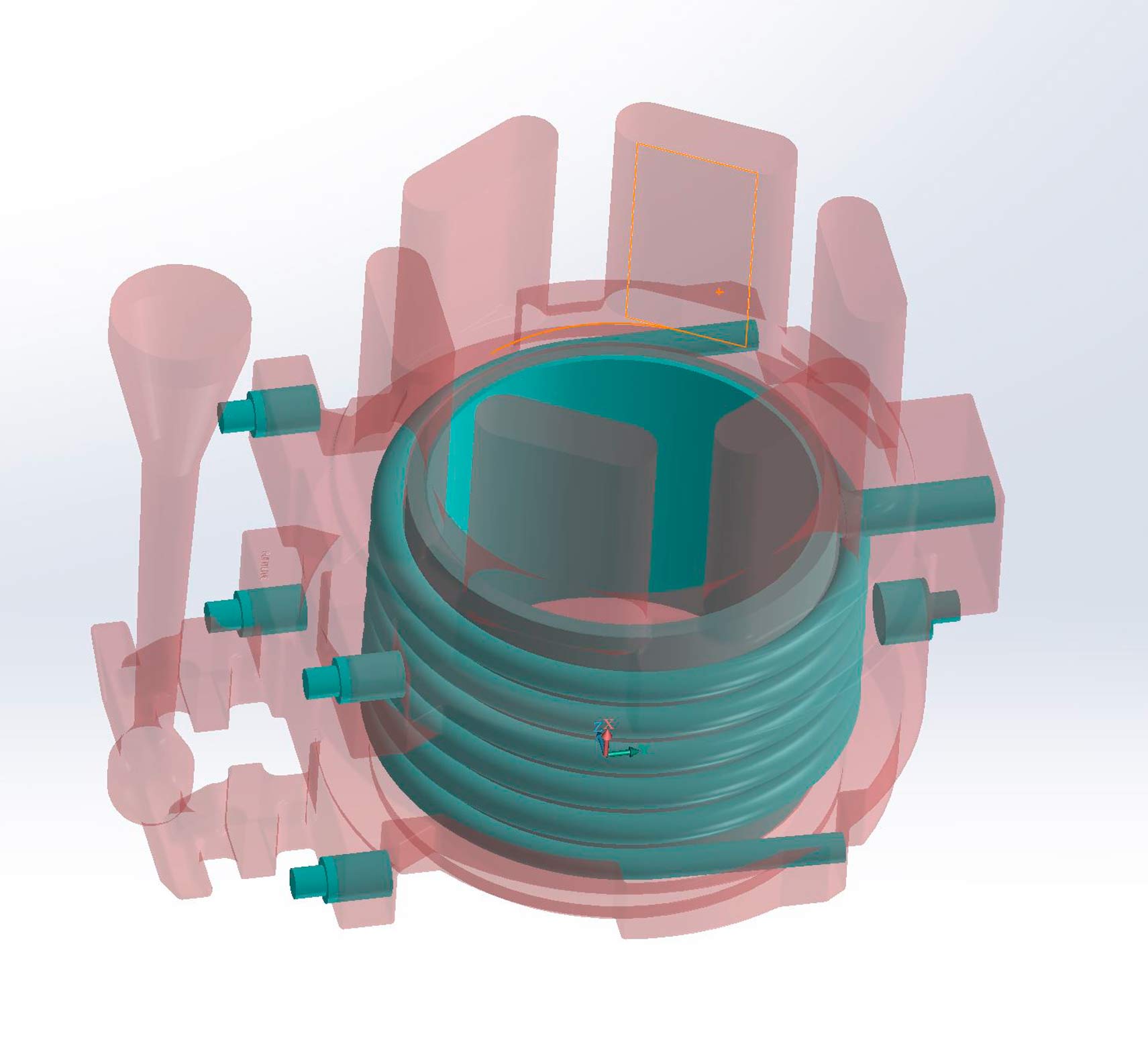
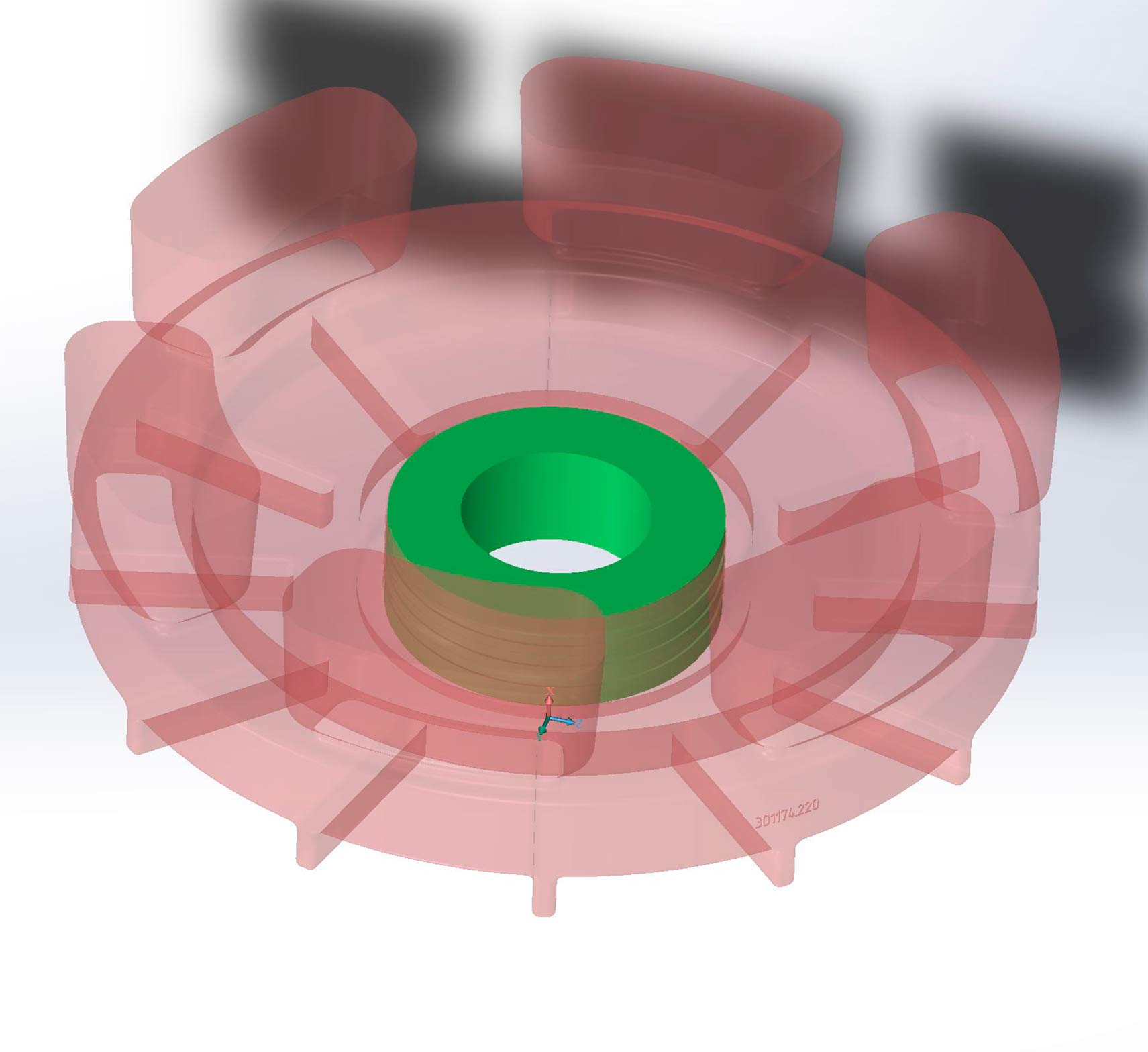
Самым трудновыполнимым закладным элементом оказался контур водяного охлаждения – это стальная трубка, по которой в изделии будет циркулировать жидкость в процессе эксплуатации.
У этого элемента была сложная конфигурация в виде спирали.
Мы «заглушили» торцы трубки-спирали, чтобы при заливке в ее полость не попала пыль, песок или расплав.
Туда же мы вкрутили винты, в которых сделали отверстия для спуска воздуха, чтобы в процессе заливки трубку не разорвало, так как при заливке происходит повышение температуры воздуха и резкое его расширение.
Кроме того, необходима была предварительная подготовка трубки в виде обезжиривания и просушивания, для равномерного наполнения расплавом, и, наконец, выбор корректного расположения трубки, чтоб она не сместилась при заливке.
Работа со стальными закладными элементами в алюминиевом литье имеет повышенный уровень сложности. Они могут замедлять процесс кристаллизации, действуя как "холодильники". Необходимо аккуратно проектировать литейную систему, чтобы исключить пористость в отливке.
Кроме того, допустить ошибку в литейной технологии и при установке закладных элементов нельзя, так как их извлечение из готовой отливки невозможно.
Мы тщательно контролируем каждый этап. Благодаря нашему опыту в целом и опыту в проектировании в частности, мы используем эту особенность с выгодой для себя, создавая с помощью стальных элементов правильное направление кристаллизации.
В этих отливках потенциально могли возникнуть следующие дефекты: газовая пористость, характеризующаяся повышенным содержанием «вредных» газов в полости отливки, и усадочные раковины, представляющие собой полости, сформировавшиеся в результате усадки металла при затвердевании.
Использовав программы 3D-моделирования, мы проверили нашу технологию. Удостоверившись в том, что результат положительный, приступили к проектированию уже непосредственно песчаной формы.
В получившихся отливках при визуальном осмотре, и после механической обработки, брака не выявилось.
Этот заказ был серийным. В серии было всего около пяти изделий, поэтому выполнение его с помощью традиционных технологий на специальной оснастке было бы дорогим удовольствием.
Установка закладных элементов, в том числе повышенной сложности – задача непростая, которую нам помогли решить расширенные возможности 3D-моделирования.
Точность позиционирования, сборки форм, геометрии отливки в этом проекте – также заслуга аддитивных технологий.
Обратившись к нам, заказчик смог сэкономить время и уменьшить затраты, получив качественную отливку.
Мы же с удовольствием решили еще одну задачу и готовы делиться своим опытом!
Работаем для вас с 9:30 до 18:00 |
МО, г. Балашиха, ул. Звездная, вл.13А, комната 7 Посмотреть на карте |


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}