
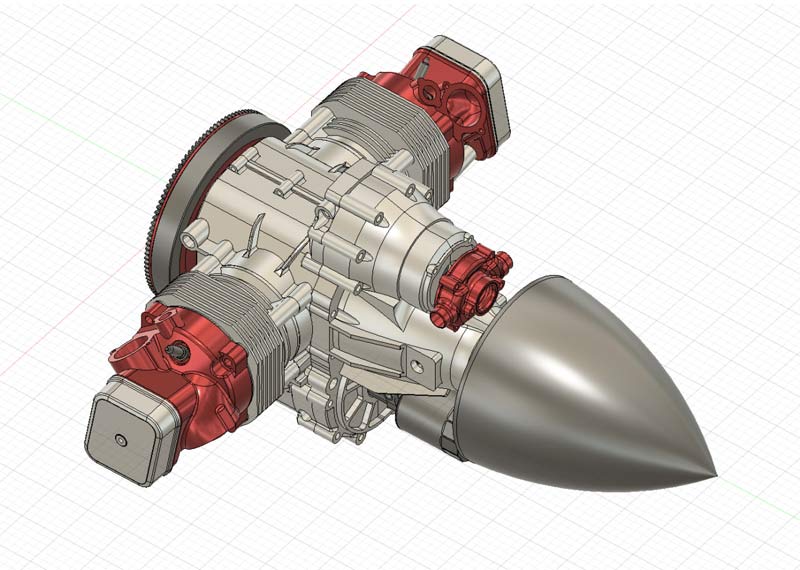
Этот проект объединил в себе несколько литейных технологий.
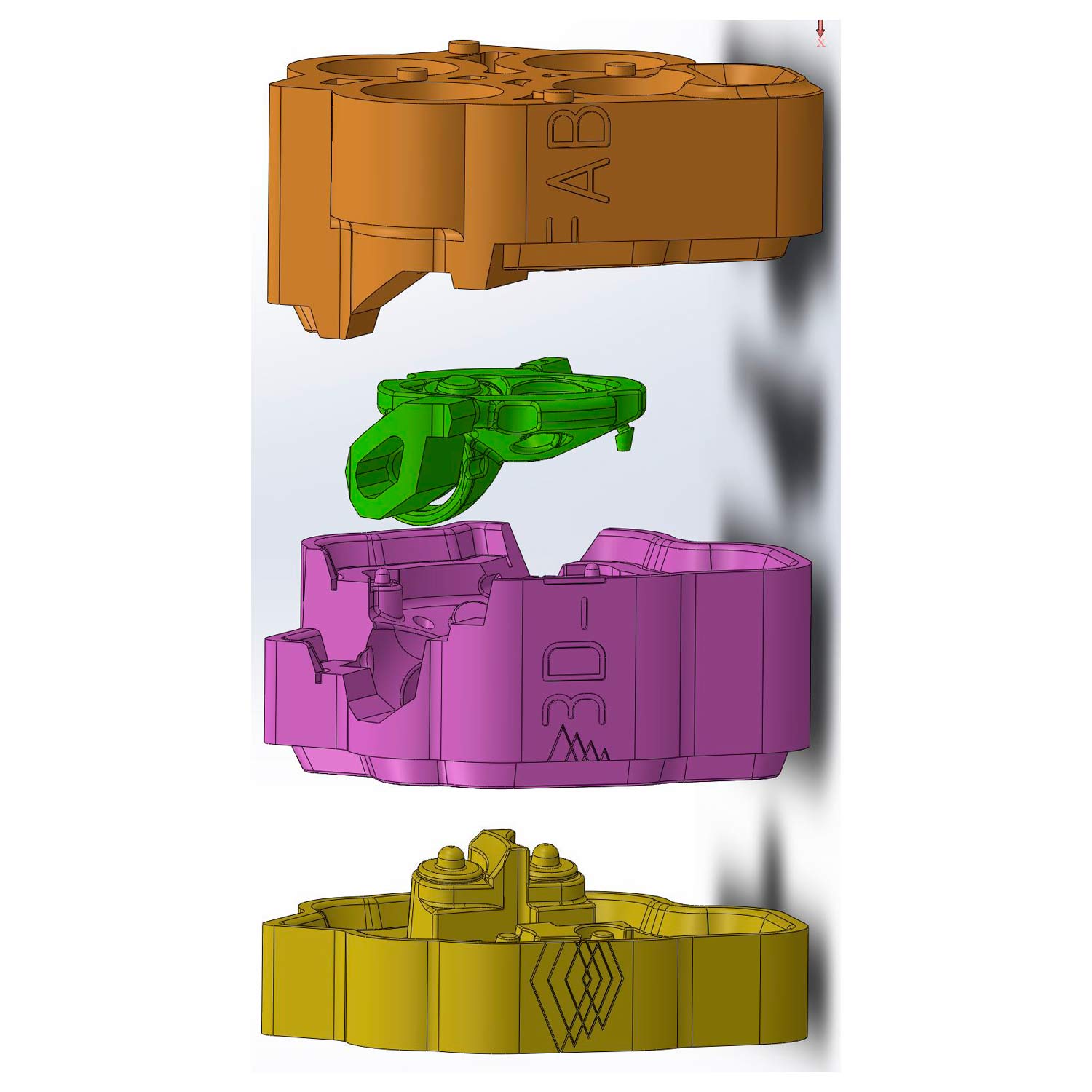
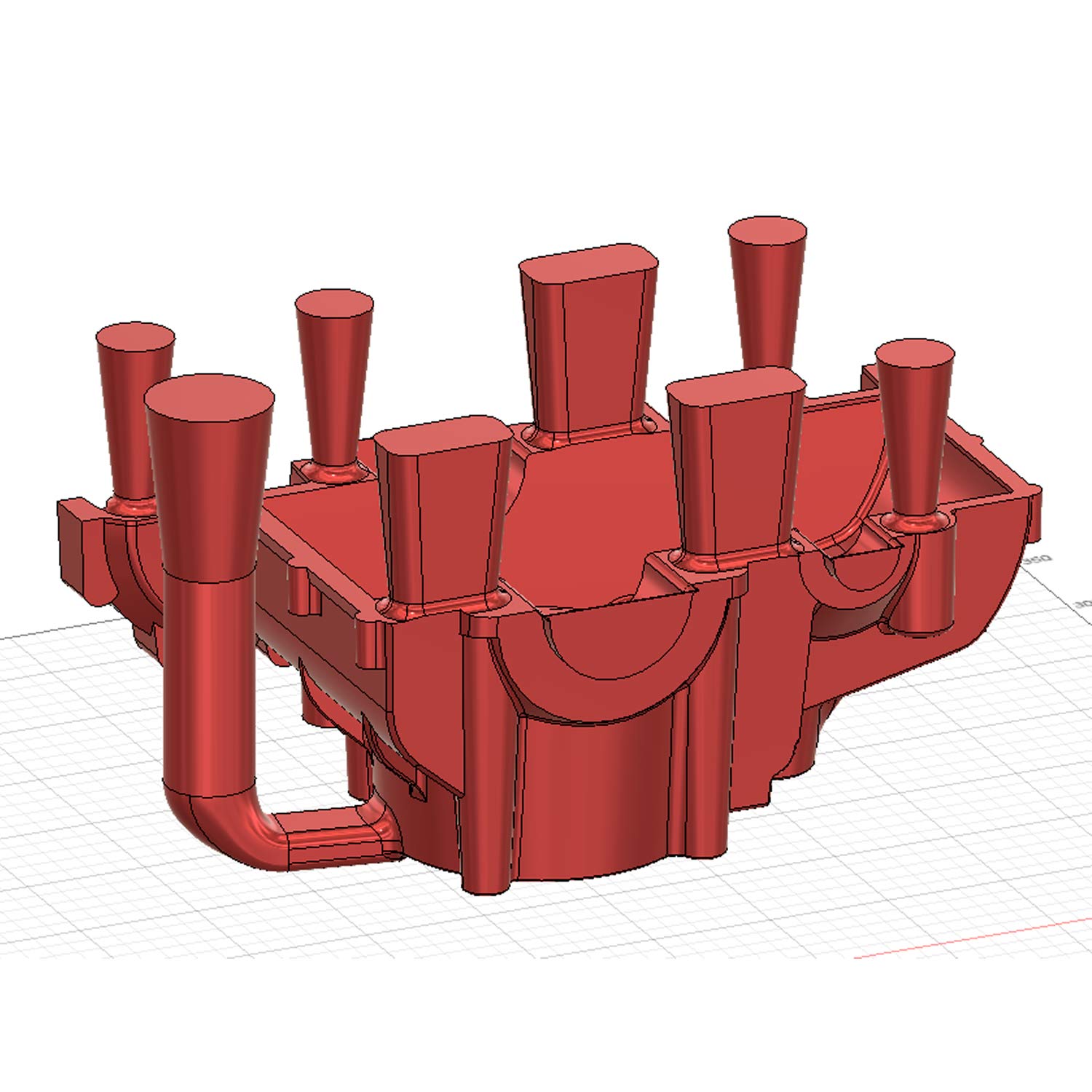
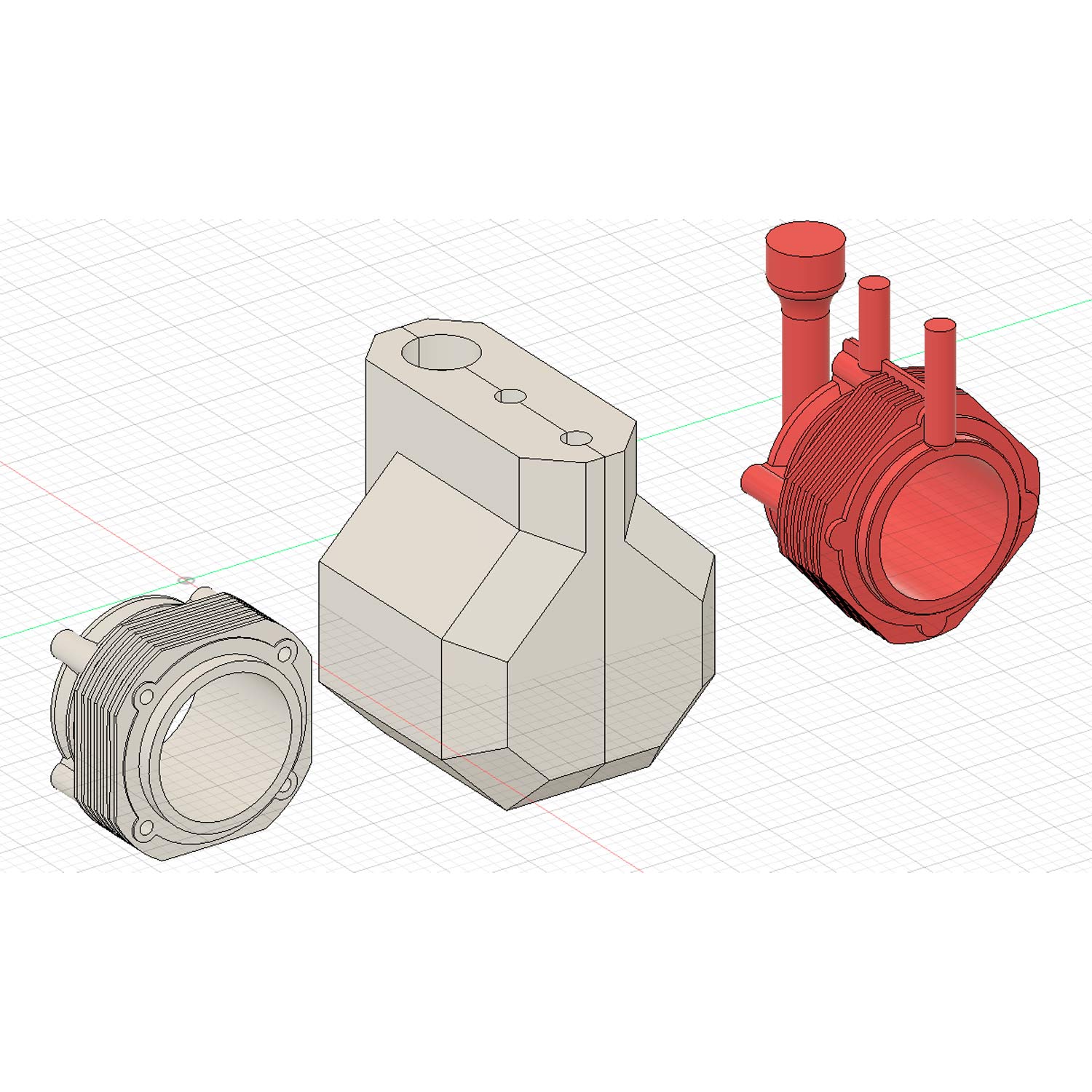
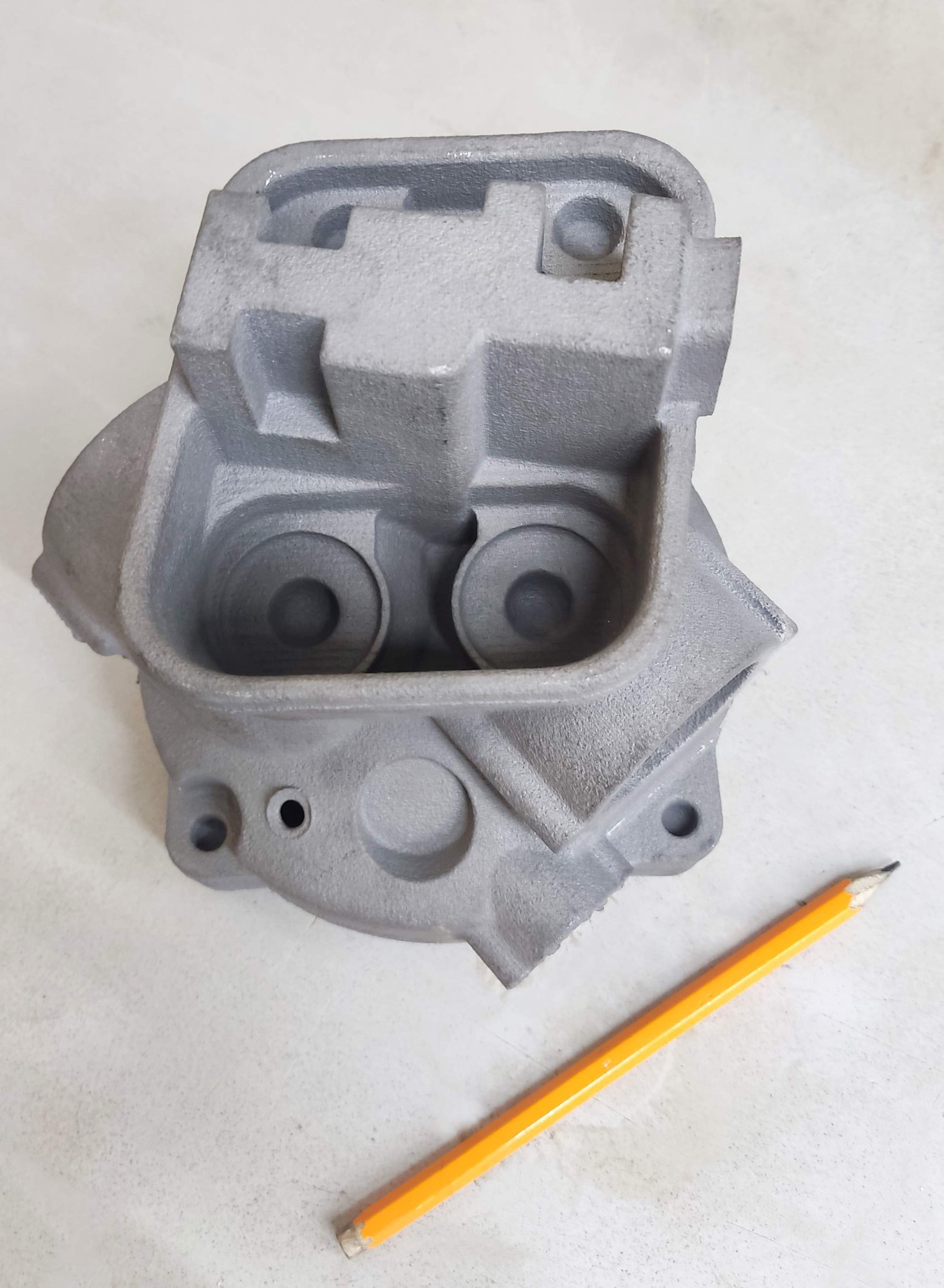
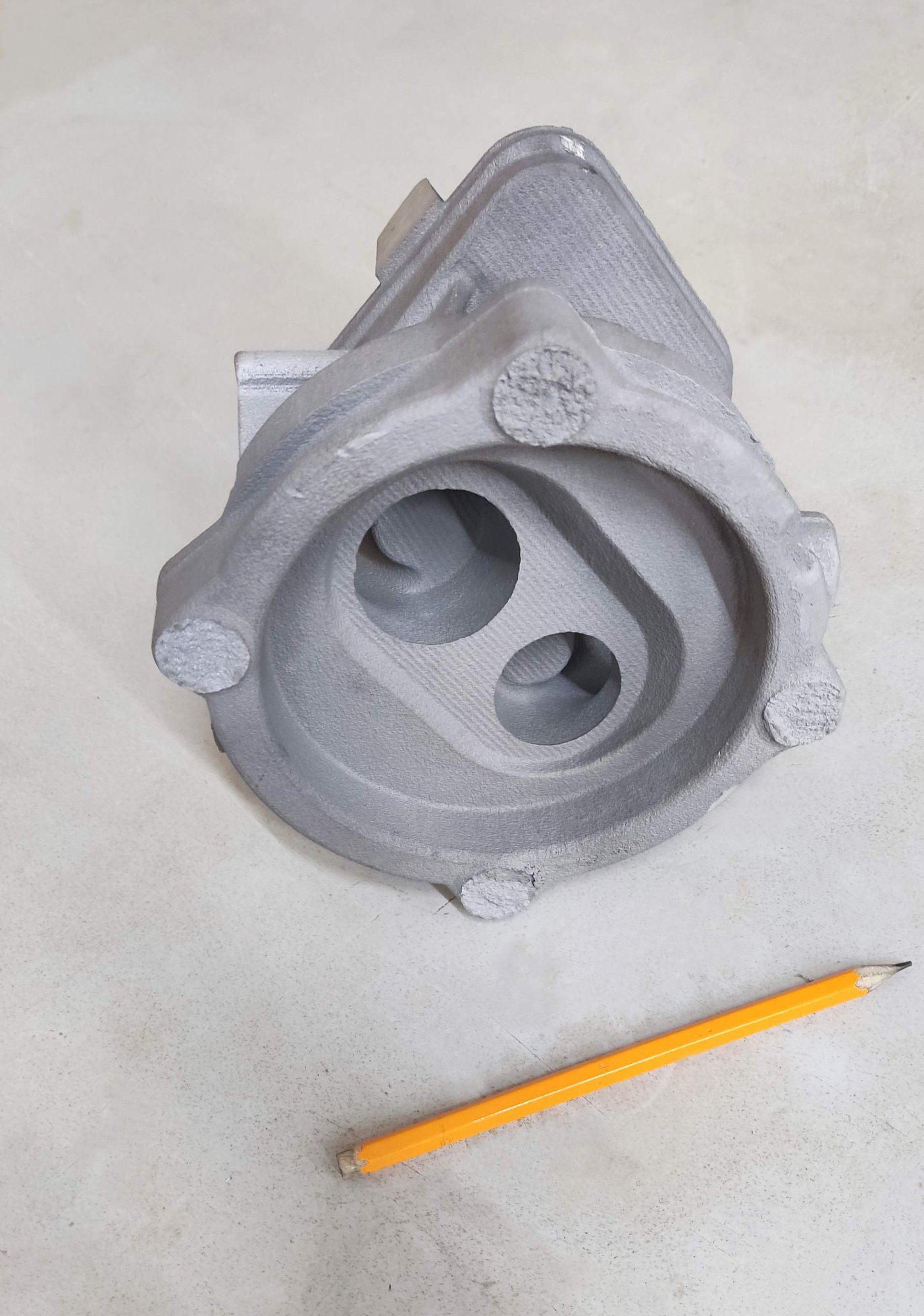
Общий фронт работы – создание прототипа двигателя авиадрона, который состоял из: блока цилиндра, правого и левого картера двигателя, корпуса редуктора и цилиндра.
Работаем для вас с 9:30 до 18:00 |
МО, г. Балашиха, ул. Звездная, вл.13А, комната 7 Посмотреть на карте |
Работаем для вас с 9:30 до 18:00 |
МО, г. Балашиха, ул. Звездная, вл.13А, комната 7 Посмотреть на карте |
Этот проект объединил в себе несколько литейных технологий.
Общий фронт работы – создание прототипа двигателя авиадрона, который состоял из: блока цилиндра, правого и левого картера двигателя, корпуса редуктора и цилиндра.
Весь объём работ по проекту мы разделили с заказчиком по его инициативе.
Проектированием, литейной технологией и формами более простых деталей (формы на цилиндр и на головку блока), заказчик занялся самостоятельно.
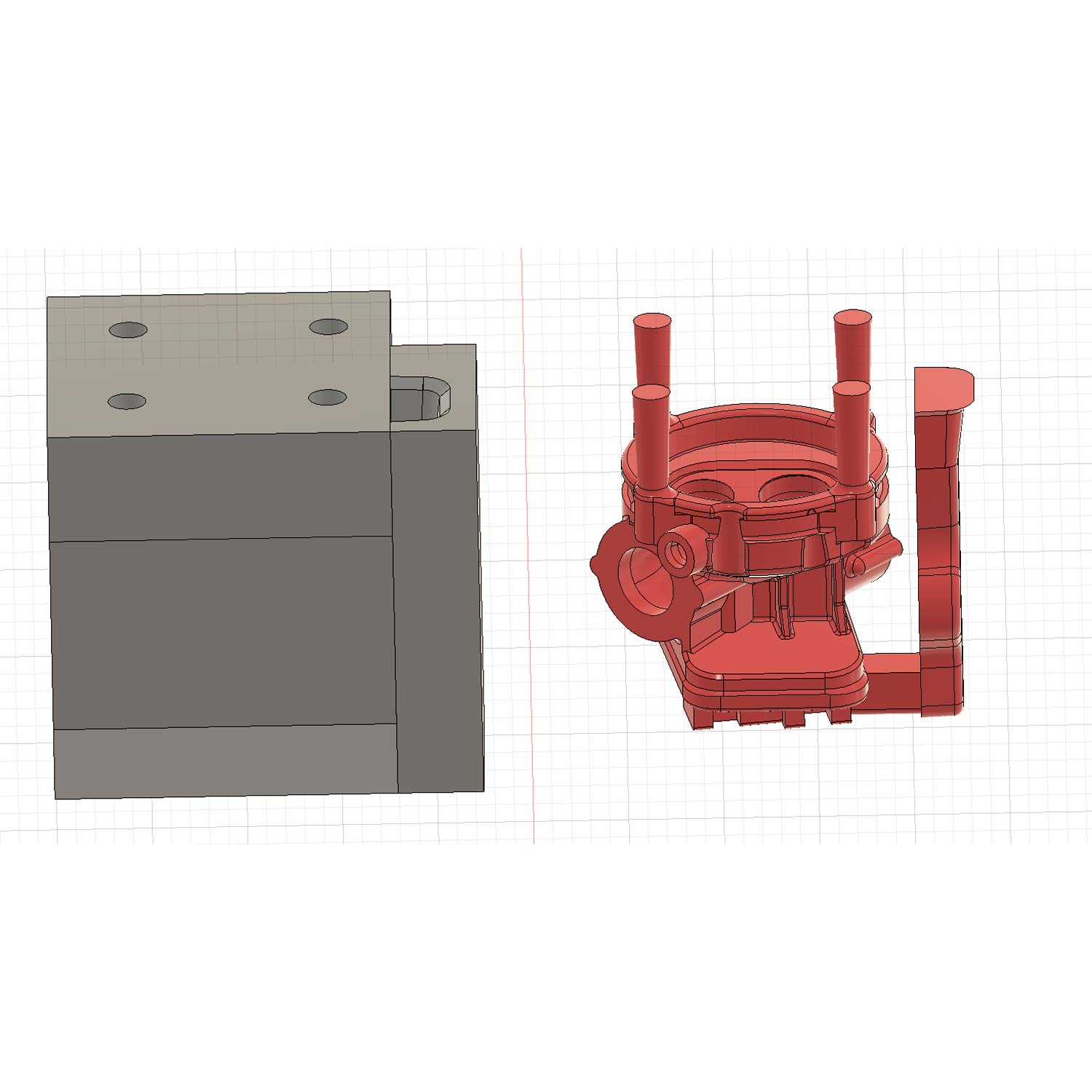
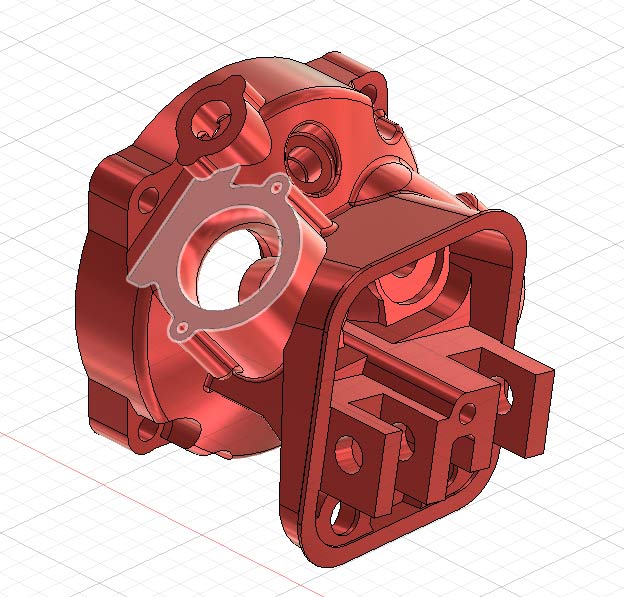
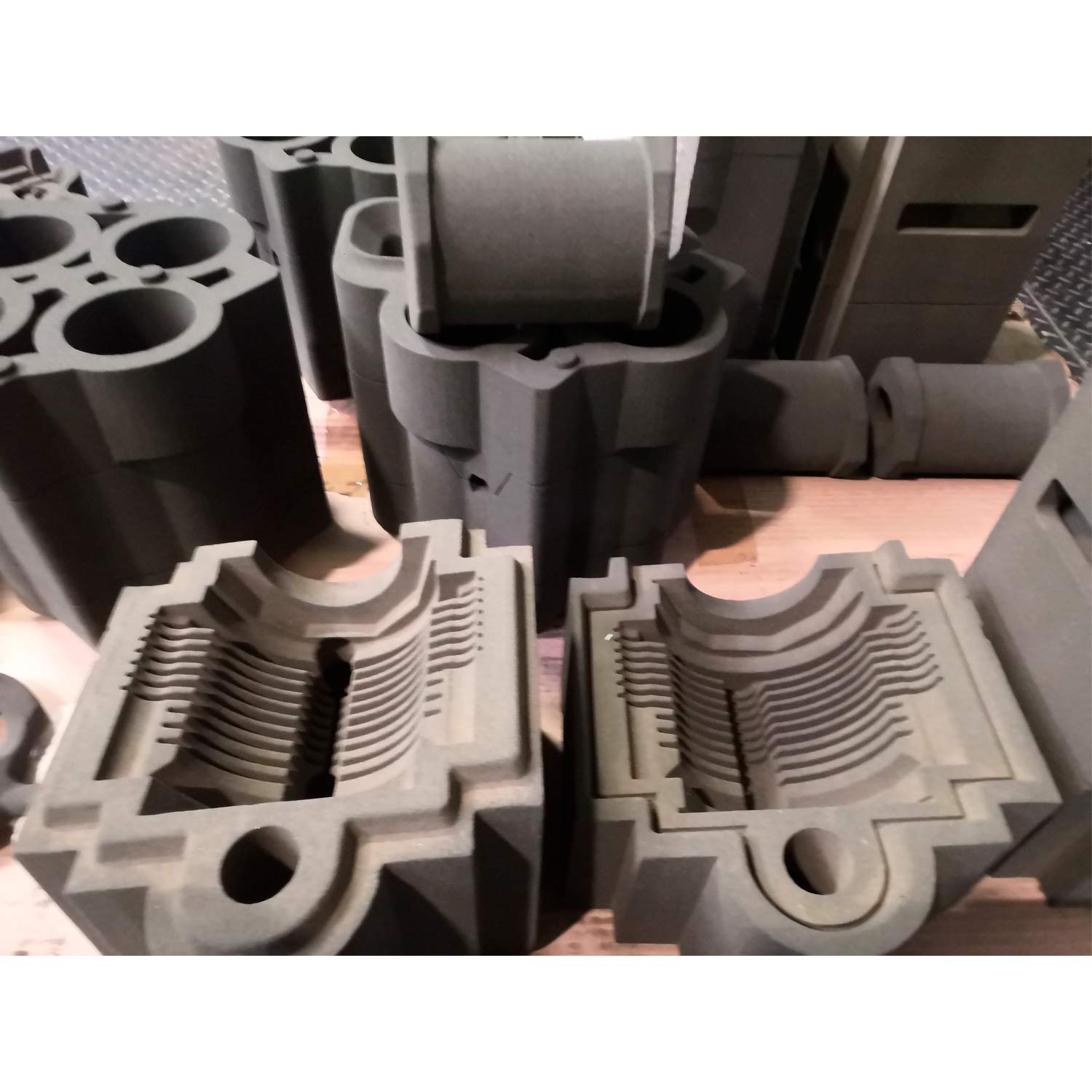
Нам, тем временем, с учетом нашего опыта доверили более сложную часть проекта. В зоне нашей ответственности оказались отливки: корпус редуктора, картер левый и правый; литейные технологии и формы к ним.
Результаты трудов заказчика были отправлен нам на проверку, и после небольшой корректировки приняты в работу.
Благодаря возможностям, которые нам предоставляет технология 3D-моделирования, мы не тратим время зря. Все корректировки были произведены всего за два дня.
1. Холодные трещины (трещины в металле, которые появляются после охлаждения отливки, или, что еще хуже, в процессе эксплуатации изделия).
Такой дефект мы предотвращаем с помощью конкретной литейной технологии, а именно - грамотно рассчитанной литниково-питающей системы.
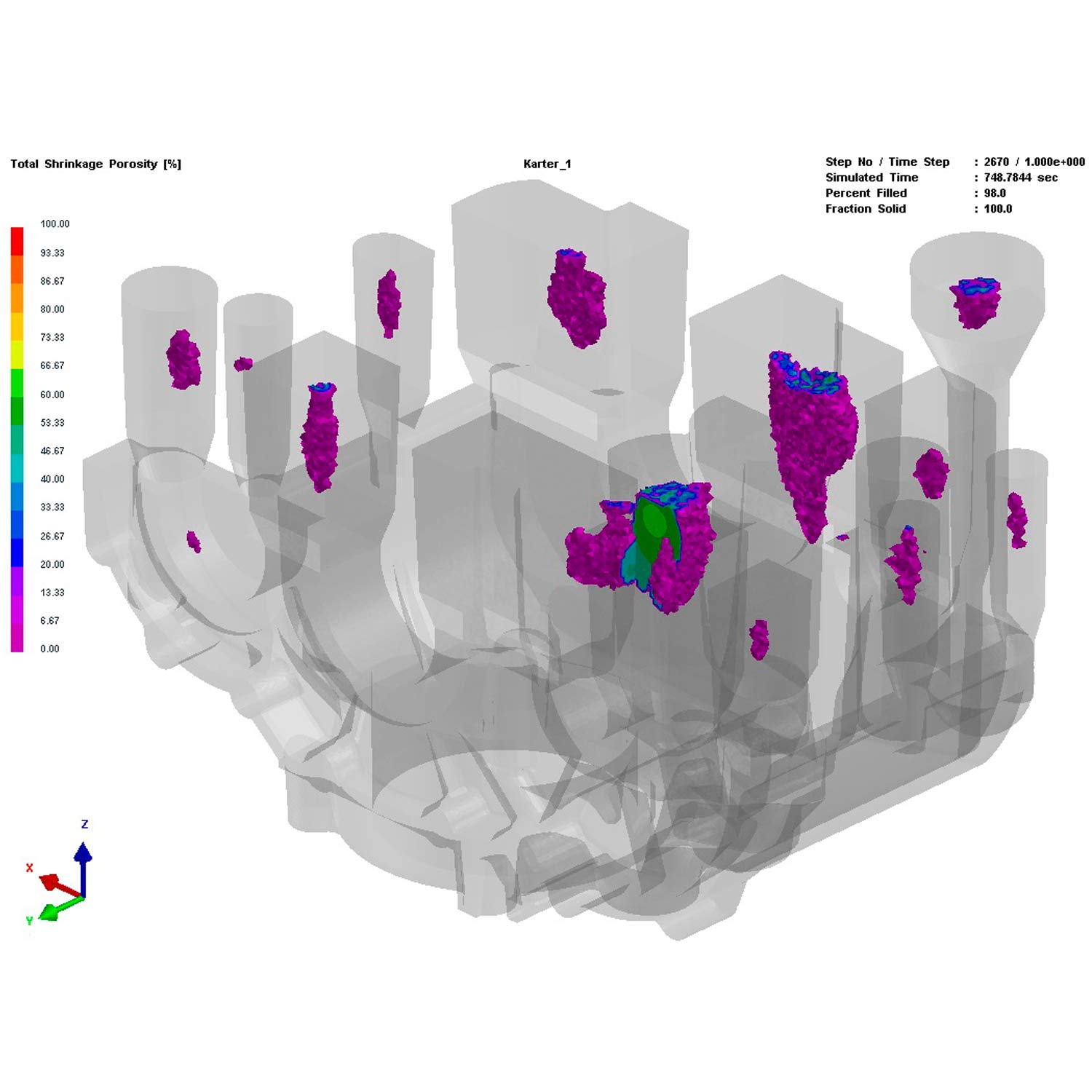
2. Усадочная раковина (дефект, представляющий собой возникновение полости в отливке в результате усадки металла при его затвердевании). Основной причиной образования усадочной раковины является затрудненное питание отливки.
Эту проблему мы решаем с помощью установки так называемых прибылей (изотермических вставок) над термоузлами. За счет прибылей, в которые вливается запас металла, происходит компенсация питания отливки металлом. В результате мы получаем отливку без дефекта.
3. Газовая пористость (повышенное содержание «вредных газов» в полости отливки, что ухудшает герметичность детали в изделии).
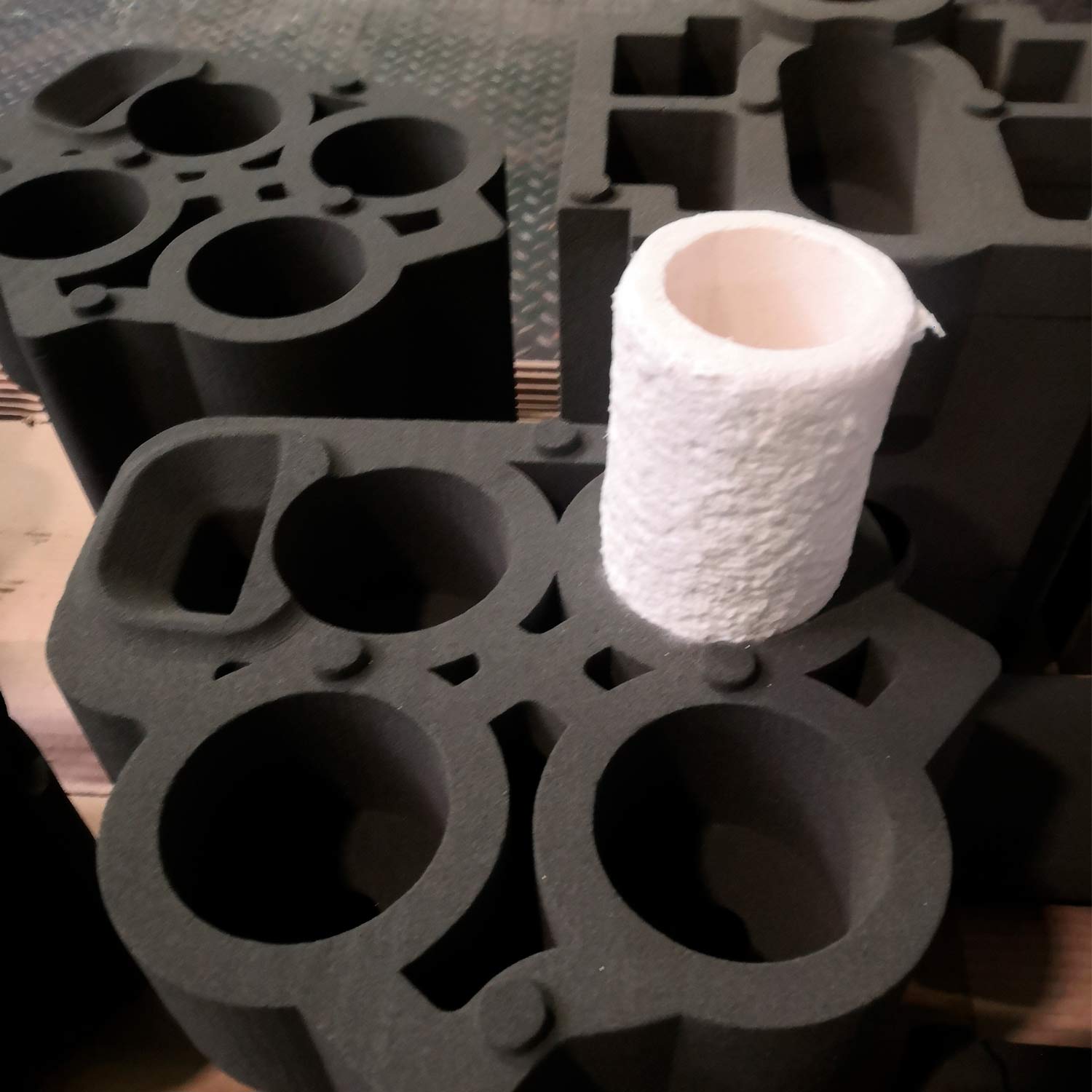
Решается с помощью правильной подготовки расплава и установки пенокерамического фильтра в форму для создания ламинарного (спокойного) потока расплава, что помогает избежать повышенного содержания газа в металле.
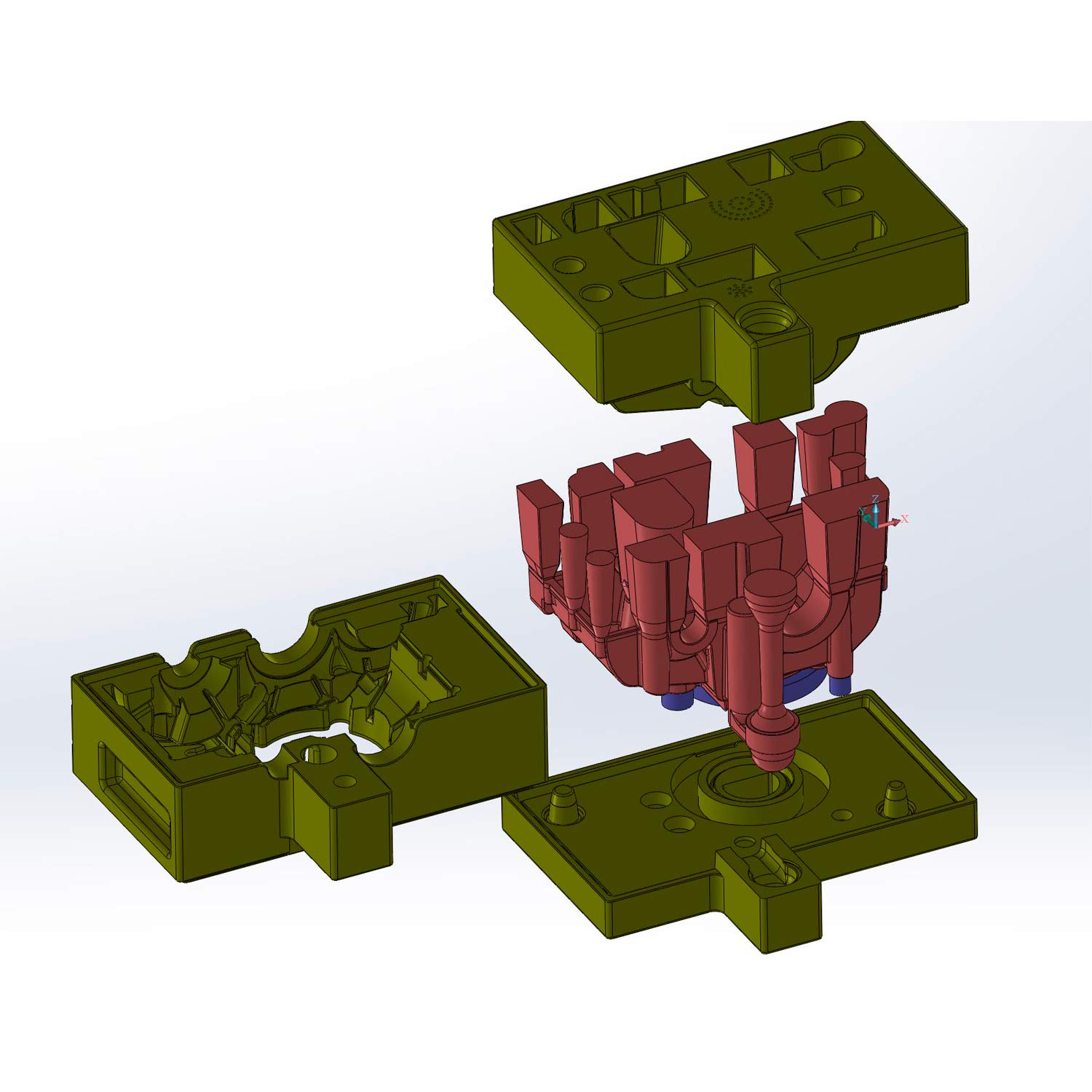
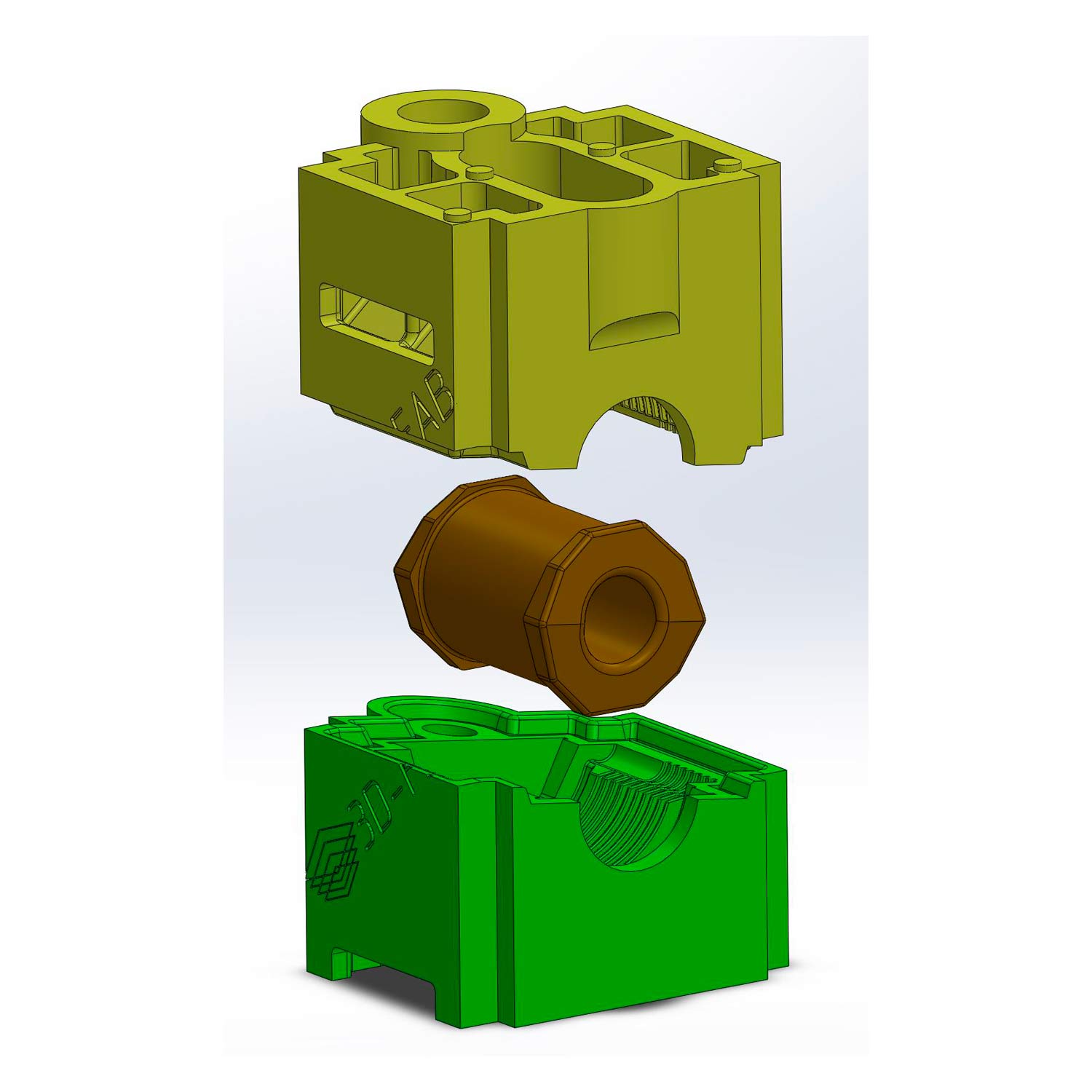
Все формы были сборными, наподобие конструктора, и состояли из нескольких частей. Такая сборная система облегчает как процесс реализации литейной технологии (например, установку стержней), так и помогает качественно соблюдать технологические требования (вычистка литейной полости от песка после печати форм).
Технологии 3D-моделирования и печати помогли заказчику в этом проекте добиться желаемого результата в 3 раза быстрее и в 10 раз дешевле, чем это было бы возможно при использовании традиционного способа литья. Спустя всего месяц, заказчик уже смог оценить все заготовки деталей для прототипа двигателя, и остался доволен нашей работой, быстро дав нам обратную связь.
Мы рекомендуем всем заинтересованным компаниям и специалистам рассмотреть возможность применения 3D-технологий в своих проектах, так как это может значительно увеличить качество конечного продукта и снизить время на его разработку. Особенно это актуально в прототипировании при создании опытных образцов.
Работаем для вас с 9:30 до 18:00 |
МО, г. Балашиха, ул. Звездная, вл.13А, комната 7 Посмотреть на карте |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}